
Ленточная пила по дереву: ЧТО ЭТО И КАК РАБОТАЕТ!
Давайте рассмотрим, что же это все-таки такое ЛЕНТОЧНАЯ ПИЛА и «с чем её едят»! Человек начал задумываться об обработке древесины сразу, как только начал эту самую древесину использовать. Опустим древние способы и рассмотрим несколько современных. К ним относятся такие как пиление рамными и дисковыми пилами, а так же (на чем собственно мы подробно и остановимся) ЛЕНТОЧНЫМИ ПИЛАМИ!!
Ленточные пилы – это полотна с насеченным зубом сваренные в кольцо, которые одеваются на шкивы и, вращаясь с большими скоростями, делают пропилы в таких бревнах, толщину которых не могли обрабатывать ни дисковые, ни рамные пилы.
Все дело в зубах.
Различаются ленточные пилы двух видов: узкие пилы (до 50 мм.) и широкие (от 80мм. и до мощных мегаскоростных монстров лесопиления)
Как мы знаем, любая пила пилит зубом, и от формы и типа зуба зависит, как пила будет пилить. Именно зуб пилы определяет характеристики самого пильного полотна.
На чем же остановить свой выбор? Узкая лента и проста в обращении и стоит не дорого, но есть несколько хитростей! Одна из хитростей состоит в том, что высота зуба не может превышать 20% от ширины полотна, в противном случае полотно не сможет выдерживать нагрузку при распиле и будет рваться как «лист бумаги».
ОПИЛКИ РЕШАЮТ ВСЁ!! Высота и шаг зубьев определяют площадь впадины между ними! Так как если не успеет зуб вынести опилки за один проход в пропиле, и начнут они накапливаться, то заклинит пила в бревне, забьется опилками. Практикой определена минимальная высота зуба, она должна составлять не менее 5мм. Поэтому и ширина ленточного полотна не может быть меньше чем 25мм.

 рис. 1: Узкая и широкая ленточная пила в сравнении
рис. 1: Узкая и широкая ленточная пила в сравнении
Рвущаяся узкая ленточная пила не такое уж редкое явление. Затупилась пила, забилась в пропиле с опилками и «хлоп», уже и нет кольца, а висит на шкивах или валяется у станка кусок порванного полотна. А вот на широких пилах такое явление крайне редкое!
Широкие пилы частенько могут «похвастаться» появлением на впадинах зубов трещин.
Зачастую это связано с выбранными параметрами подготовки зуба (в зависимости от вида и состояния древесины и скорости подачи пильной ленты в бревно). Но чтобы порвать широкую ленточную пилу, нужно очень «постараться».
Давайте рассмотрим поподробнее дефект трещин.
Трещины на пилах бывают либо во впадинах зубов, либо по центру пилы, либо по задней кромке. Самые распространенные трещины во впадинах зубов. Они появляются в процессе пиления. Из-за трещин пила может перегреваться, сходить со шкивов, и создавать волну в пропиле (неровно пилить).
Как же избежать появления эти самых вредных трещин?
На узких пилах, чтобы избежать заклинивания ленты, проводят так называемый развод зубьев. «Раз, два, три – пила пили!» При разводке зубов, первый налево, второй направо, третий прямо и повтор, при этом пилят только левый и правый зубья (прямой занимается только выводом своей части опилок), образуя ширину пропила, в котором само тело пилы не заклинит. При такой подготовке зубов, каждый из них выводит свою треть опилок (33%). Оптимальной является подготовка, при которой каждый зуб работает на 100%, но на узких пилах это не представляется возможным из-за малой высоты зуба. Таким образом, узкие пилы РЕАЛЬНО ОГРАНИЧЕНЫ по скорости пиления из-за проблемы выноса все тех же опилок!! При имеющемся у узкой ленты пропиле (порядка 2.5мм) она в тоже время не имеет (в отличие от широкой пилы) стабилизирующего тела, и может болтаться в пропиле. При увеличении скорости подачи она будет уводиться в сторону, после чего последует перегрузка, пере натяг и как следствие обрыв. И снова ремонт (сварка), а сварка это узаконенное укорачивание длины, а все шкивы имеют ограничения на длину кольца пильной ленты.
Что же предпринять для увеличения скорости пиления?
Единственное решение это увеличить ширину самого полотна пилы, не забывая про соотношение 20/80. Широкое полотно уже с 80мм. позволяет понять высоту зуба, например до 11мм. При этом при шаге в 35мм площадь впадины увеличивается в 2 раза, что позволяет более эффективно выносить опилки, которые доставляли нам столько хлопот.
Такой зуб уже можно подготовить более современно, начиная с плющения его кончика для создания уширения в пропиле и заканчивая самым технологически и экономически выгодным, таким как наплавка стеллита! После заточки такого зуба, он начинает работать на все 100%, полностью справляясь с выносом опилок. Разводка в таком случае становится совершенно неоправданной. Должен заметить, что немаловажную роль играет и качество обрабатываемого материала, так как если древесина грязная или имеет посторонние включения или же много сучков, то узкие пилы ОЧЕНЬ быстро выходят из строя и часто подлежат ремонту.

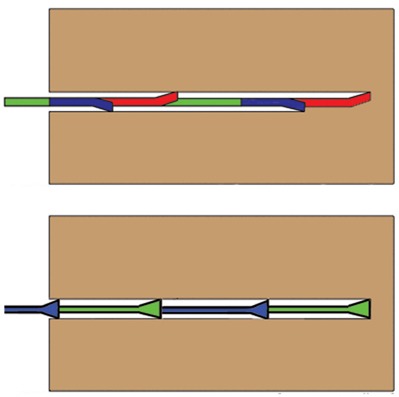
Рис. 2: Узкая ленточная пила. Работает каждый третий зуб.

Рис. 3: Широкая ленточная пила. Работает каждый зуб.
При работе на широких лентах практически с той же шириной пропила, пила не болтается, стабильно работает на больших скоростях, намного увеличивая производительность.
Используя широкие ленточные пилы, можно более тонко настраивать параметры зуба, меняя его форму, углы пиления, а так же изменяя ширину пропила. Под каждую породу и состояние древесины можно подбирать свои оптимальные параметры подготовки зуба, что может добавить еще до 25% к скорости пиления и повышению выхода готовой продукции.
Сиди и не жужжи!
Узкие пилы используют более простое и дешевое оборудование, а так же проще устанавливаются и натягиваются на шкивы, чем немного отыгрывают свои позиции у широких пил. Как мы знаем, в процессе эксплуатации любая пила нагревается, особенно её режущая часть. Узкая лента нагревается полностью, так как имеет небольшую ширину, и её линейное расширение компенсируется механизмом натяжения шкивов. А вот в случае с использованием широкой ленты приходится решать несколько проблем. Говоря простым языком, натягивать широкие пилы приходится в несколько раз сильнее, чем узкие, из-за этого пильный узел используется более сложный и массивный. Так как ширина пилы значительно больше, чем режущая часть, то нагревается она не равномерно (режущая часть греется намного сильнее остальной части пилы). Режущая часть при этом удлиняется и ослабевает, из-за чего может возникнуть «волна» в пропиле. Направляющие ролики в данном случае не могут надежно удержать широкую ленту на шкивах, так как скорости пиления намного выше, чем при пилении узкими пилами, и нагрузка со стороны материала выше. Чтобы избавиться от этих сложностей пришлось усложнить конструкцию станков, что не могло не повлиять на стоимость оборудования, а так же на уровень подготовки персонала работающего на данном оборудовании.
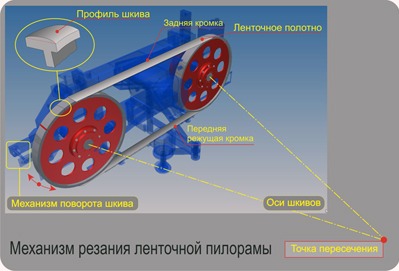
Результатом этого стало использование профильных шкивов и их разворот относительно друг друга. Таким образом, поверхность шкивов имеет несколько профилей, самые распространенные из них это выпуклый по центру шкива (1/2), выпуклый со смещением к той части шкива, где будет находиться режущая кромка пилы (1/3 или 2/5) и плоский (вальцовка пилы 1/3 или 1/2). Шкивы располагаются не в одной плоскости, а повернуты друг к другу. При использовании этих особенностей, натянутая пила надежно фиксируется на шкивах и компенсирует удлинение передней кромки при нагреве пилы в процессе работы.
 рис. 4: Размещение широкой ленточной пилы на шкивах.
рис. 4: Размещение широкой ленточной пилы на шкивах.
 Вальцовка как один из важных элементов в подготовке ленточной широкой пилы!
Вальцовка как один из важных элементов в подготовке ленточной широкой пилы!
В процессе вальцевания тело пилы продольно прокатывают более твердыми, чем сама пила вальцами под давлением. На ней образуются дорожки вальцевания. Вальцовку делают в зависимости от профиля шкива, на котором пиле потом придется работать. В процессе вальцевания тело пилы приобретает прогиб, соответствующий форме шкива. Так же, что очень важно, вальцовкой добиваются вытягивания задней кромки пилы, которая отвечает повороту шкивов. Натянутая на шкивах лента повторяет их форму, а развернутые шкивы её натягивают. При работе, пила немного смещается назад к задней кромке и подтягивает переднюю, компенсируя удлинение режущей части из-за нагрева. При правильном угле разворота шкивов, вальцовке тела пилы и её натяжении, сход пилы со шкивов становится невозможным.

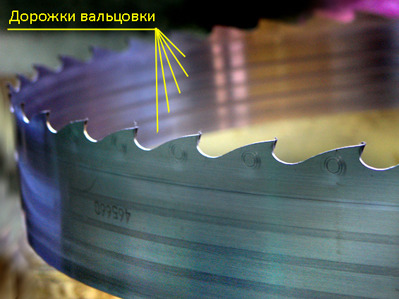 рис. 5: Вальцовка на широкой ленточной пиле.
рис. 5: Вальцовка на широкой ленточной пиле.
Пила сможет служить долго. НО!! НЕ стоит забывать, что при непрерывной работе пила «устает», поэтому максимум через 3-4 часа пиления её необходимо снять, протереть и повесить отдыхать на сутки. Периодически пилу надо подтачивать (затупившаяся пила перестает нормально пилить и может вызвать проблемы при распиле). Шкивы надо протирать, чтобы на них не оставалось опилок и другого мусора, так как возможны образование трещин по центру тела пилы. Так же пилу необходимо со временем подвальцевывать, что бы вернуть ей необходимую форму. После стачивания плющения или наплавленной пластины можно переподготовить зуб и продолжать работать на пиле пока её ширина не станет меньше допустимой для посадки на шкивы. Такие пилы, при правильном использовании, многократно себя окупают!!
Выводы!! Ленточными пилами можно пилить быстро, качественно и продуктивно!! НО! Чтобы добиться результата, надо соблюдать правила: ухаживать за пилами и давать им отдыхать, уметь использовать пилы и оборудование!
Если у вас недостаточно финансов или объем необходимого пиломатериала не большой (не более 8 куб. м. за 8 часов), то купите недорогой ленточнопильный станок с использованием узких пил! К нему применима фраза «тише едешь, дальше будешь!», скорости вы на нем большой не добьетесь, но пилить он будет и режущего инструмента вам потребуется гораздо больше!
Дорогой ленточнопильный станок с использованием широких пил при правильном использовании даст вам скорость и как результат большой объем выпуска качественного пиломатериала с много меньшими затратами на ремонт инструмента!!
Для долгого и продуктивного пиления Вам потребуется:
Настроенный ленточнопильный станок с применением широких пил.
- Подготовленный оператор.
- Подготовленные качественные ленточные пилы.
- Грамотный заточник.
- Заточное устройство.
- Персонал по обслуживанию оборудования.












