
Як заточити стрічкову пилу?
Тепер покажемо, що конкретно необхідно робити Заточнику в процесі роботи.
Початок заточування пили
-
Необхідно перевірити співвісність заточного круга і площині стрічкової пилки, щоб вони були строго перпендикулярні. Інакше зуб буде точитися зі скосом на сторону.
- Виставити заточувальний круг на потрібний кут по відношенню до площини пили, тобто задати передній кут зуба по лімбах вашого верстата. Так як ці лімби ніколи не відповідають дійсності, проточив пилу, перевірте кутоміром одержуваний реальний кут. Якщо він вас не влаштовує, трохи змініть в необхідну сторону установку кута. Знову проточите пилу і перевірте отриманий кут. І так до тих пір, поки не отримаєте необхідний кут. Бажано це робити кругом з великою твердістю, щоб за час установки коло не втрачав своєї форми. Інакше вам доведеться його правити і тим самим збити попередні установки. Після того як ви отримали на пилі необхідний кут, зробіть замітку рискою на верстаті. Вона вам потім стане в нагоді при нових налаштувань на інші кути.
-
Всі рухомі частини повинні мати мінімальні люфти, а краще, щоб їх не було зовсім, інакше будуть прискорено розбиватися профіль зубів і заточувальний круг.
- Охолоджуюча рідина повинна подаватися таким чином, щоб омивався весь заточувати зуб, інакше обов'язково буде спалахувати та частина зуба, куди рідина не потрапить.
- Заточний круг повинен бути встановлений потрібного розміру і достатній твердості, щоб його профіль не змінювався хоча б один повний прохід, інакше пила по всій довжині матиме різний профіль зуба.
-
Під час заточування не можна міняти регулювання заточного круга, поки не буде проточен повний прохід, інакше в місцях переходу вийде різний профіль і при наступних проходах коло буде або палити профіль, або проходити, не торкаючись його.
Налаштування заточного круга проводиться двома гвинтами:
-
гвинтом штовхача, що регулює врізання по передній кромці і проходження профілю зуба;
-
гвинтом, що регулює глибину врізання.
Після підготовки заточного круга встановіть стрічкову пилку і, прокрутивши коло рукою або на мінімальній подачі, перевірте, наскільки точно він йде за профілем. При необхідності знову допрофіліруйте круг.
Після закінчення роботи необхідно очистити від бруду, металевих тирси і іржі механізм затиску пили, піддон для охолоджуючої рідини; перевірити рівень рідини і при необхідності додати її; протерти весь верстат.
У чому складність заточування стрічкових пил?
Основна причина невірної заточування стрічкової пилки - це втрата заточним кругом своєї форми.
Якщо технічну проблему можна вирішити за допомогою якісного виготовлення самого верстата (наприклад, фірма Явір виробляє дуже хороші верстати), якщо інструментальну проблему якось можна вирішити шляхом правильного підбору заточного круга, то проблему формування профілю заточного круга можна добре вирішити навіть теоретично.
Тільки дуже досвідчені Заточника або люди з внутрішнім чуттям можуть наблизитися до розуміння і максимально точного виконання профілювання торця заточного круга. Поясню це на прикладі. Проведіть на аркуші паперу горизонтальну лінію. Тепер від цієї лінії в праву сторону на око проведіть дві вертикальні лінії: одну під кутом 10 °, а другу через 3 мм під кутом 40 °. Тепер з'єднайте ліву лінію з горизонтальної прямої через радіус 1,5 мм, а праву лінію - через радіус 1-2 мм. Зробіть це кілька разів і перевірте за допомогою транспортира, що у вас вийшло.
Для наочності можна ці листи поєднати. Врахуйте, що розбіжність даних за все на 0,5 ° вже веде до неточного протачіванію профілю. А неточне з'єднання лівого прямого веде ще і до зміни кроку пилки. Тепер уявіть, що заточник все це має робити не на папері, а на що обертається колі, де витримати точно розміри ще складніше. Але його мало сформувати один раз. Необхідно, щоб і при повторній заточенню після пиляння профіль торця круга був точно такий, як за попередньої заточування, що практично неможливо. Тому не настільки важливо, якої якості кругом ви ведете заточку.
Навіть якщо у вас дуже хороший коло і ви зможете проточити їм без додаткового допрофілірованія комплект стрічкових пилок на цілу зміну, ви практично ніколи не зможете повторити в точності цей же профіль торця круга при наступній заточування, а значить, не зможете точно проточити профіль зубів пилки після її затупления. Тепер ви розумієте, чому точне формування торця профілю круга не просто складна, а надзвичайно складне завдання. Щоб хоч якось полегшити її рішення, можна точити бакелітовими армованими кругами товщиною 3-4 мм. Але їх складно знайти потрібної якості виготовлення.
Тому за профілем кола потрібно стежити дуже ретельно. Інакше це призводить до наступних змін в тілі стрічкової пилки:
- Зміні радіусу біля основи зуба, що тягне за собою зміну кроку і неможливість вже на наступному проході нормальної заточки пилки. Коло починає нерівномірно врізатися в передню грань, не зачіпаючи задню, або навпаки, тобто стає неможливо протачивать повний профіль пили відразу. Заточник вже за два-три проходи намагається проточити хоча б ріжучі крайки зубів, при цьому в місці переходу виникає мікрогорб або мікровпадіна, які призводять до виникнення мікротріщин, а також не знімаються вже виникли при пилянні мікротріщини, що веде до передчасного розриву пилки по тілу.
-
Зміні кута заточування, висоти зуба, форми западини, які впливають на продуктивність пилорами і якість одержуваного пиломатеріалу.
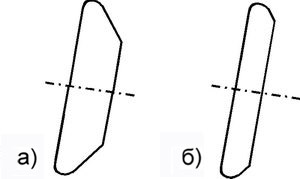
Мал. 1. Вид заточного круга
Заточний круг повинен мати вигляд, як показано на мал. 1а. Товщина - 5-8 мм. Але на практиці працювати з таким профілем дуже важко. Ми рекомендуємо використовувати кола з профілем, як на мал. 1б. Товщина - 3-4 мм. Тоді Заточника не треба буде дуже часто формувати профіль заточного круга, а лише зрідка трохи підправляти його. Це значно спрощує роботу заточника.
Як буде показано нижче, в процесі заточування може брати участь тільки 3-4 мм товщини заточного круга. Велика товщина потрібна, тільки якщо у вас ідеальний верстат. Але такого в природі не існує. А також якщо ви хочете вести заточку на прискорених подачах зуба, тоді колах не буде викривлятися і прогинатися. Але при цьому ви практично гарантовано отримаєте великі ризики і прижоги і тим самим сильно укоротите життя пилі, та й навряд чи зможете добре пиляти. Час проточки одного цілого проходу стрічкової пилки довжиною 4 м повинне бути 10-15 хв. Як мінімум потрібні два проходи: перший - заточка, другий - чистової для зняття рисок.
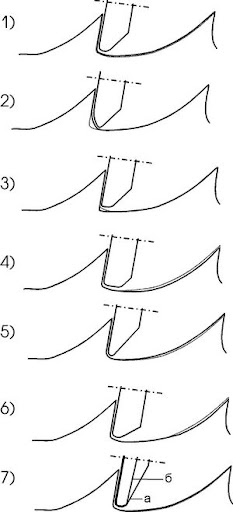
Мал. 2. Профілі торця заточного круга
На практиці рідко виходить добре проточити пилу за один прохід. Найчастіше необхідні два-три. Так що, якщо тепер заточник вам скаже, що він через 15 хв принесе заточену пилу, ви можете уявити, якої якості вона буде.
Можливі порушення форми торця заточного круга і одержуваний при цьому профіль зуба пили показані на мал. 2.
Під номерами 1-7 червоною пунктирною лінією показаний зразковий профіль, суцільною лінією - отримується.
- Правильна форма торця - ідеальний варіант одержуваного профілю зуба.
- Сточування під час заточування переднього радіусу. Відбувається зміна радіуса западини з наступною зміною кроку пилки.
- Занадто маленький або відсутній радіус лівій частині. Під час заточування не формується передній радіус зуба. Це веде до зміни кроку пилки, а також до збільшення напруги під час пиляння біля кореня зуба, що призводить до виникнення мікротріщин і прискореного розриву стрічкової пилки в цьому місці. Така форма торця круга може виходити при початковому формуванні або в процесі заточки.
-
Невірна підготовка правій частині. Знято занадто мало. Під час заточування буде збільшуватися западина, зуб буде зменшуватися і спалахувати на виході. Такий стан заточного круга може вийти і в процесі заточки.
-
Невірна підготовка правій частині. Знято занадто багато. Під час заточування хід заточного круга буде менше западини, тобто не буде проточуємо задня частина зуба.
-
Невірна підготовка правій частині - кут більше заднього кута зуба. Під час заточування НЕ буде проточуємо задня частина западини, так як правий торець кола швидше упреться в задню частину зуба, ніж до неї дійде правий радіус. Зуб буде зменшуватися і спалахувати на виході.
- а. Невірна підготовка правій частині - заданий кут менше заднього кута зуба. Коло практично точно проходить за профілем зуба.
Як видно з наведених вище прикладів, ідеально підготувати заточувальний коло через проблеми з правою частиною практично неможливо. Тому треба намагатися формувати робочу поверхню так, як показано в пункті 7а. Коло потрібної твердості при такому профілі дозволить Заточника протачивать до правки кілька стрічкових пил, кількість яких залежить від товщини матеріалу, що знімається. Але при цьому за роботою кола все одно треба стежити, так як у міру сточування торця круга кут правій частині буде збільшуватися і коло необхідно допрофіліровать.
Якщо ж відразу поставити коло товщиною 3-4 мм (пункт 7.Б), допрофілірованіе правій частині практично не знадобиться, необхідно стежити тільки за лівою частиною, а це значно спрощує процес формування профілю торця.
Потрібно також знімати за один прохід таку кількість металу, щоб не відбувалося припікання тіла або ріжучої кромки стрічкової пилки. Іноді навіть при невеликому зняття металу все одно з'являється чорнота. В цьому випадку треба очистити заточувальний диск за допомогою правочні олівця від налиплого частинок металу і знову проточити пилу.
Не можна залишати також великі ризики, треба обов'язково пройти ще одне коло і сошлифовать їх.
Отже, необхідно обов'язково надати торця заточного круга правильну форму і точити стрічкову пилку тільки по всьому профілю зуба, використовуючи коло потверже, знімати за один прохід якомога менше металу, щоб не виходили прижоги, точити пилу за кілька проходів, так, щоб в кінцевому підсумку залишилися ледве помітні білі ризики. Профіль зуба повинен бути однаковий на всій довжині пили і відповідати зразку.
Пила повинна встановлюватися на верстат чистої і нержавею. В іншому випадку штовхачу може не вистачити зусилля для протягування пили і заточувальний коло потрапить на зуб. Зуб буде зіпсований. При сильному врізанні може розколотися і коло.
Весь час заточування стрічкова пила повинна бути підібгана, а механізм підтискання чистим. Сила притиску повинна бути такою, щоб штовхач проштовхував зуб з невеликим напругою, але так, щоб двигун не гальмував. Якщо пила буде затиснута слабо, вона може відійти назад за йдуть штовхачем або вперед від зусилля заточного круга. Результат буде такий же, як і в попередньому параграфі.
Якщо є сумніви в умінні вашого заточника правильно точити стрічкову пилу, ви можете перевірити його роботу протягом декількох хвилин.
Треба взяти будь-яку пилу, підготовлену до роботи, і подивитися на неї зверху зуба, там, де проходив заточувальний круг. Торець повинен бути однакового сріблястого кольору. Якщо западина більш темного кольору, значить, вона не проточина. На торці не повинно бути ніякої чорноти. Якщо чорнота є, то при роботі в тілі на цих місцях прискорено виникають мікро-тріщини, що веде до розриву стрічкової пили. Тим більше не повинна бути підпалена ріжуча кромка, так як в цьому випадку вона моментально затупится і пила перестане пиляти, тобто піде хвиля. Допускаються тільки ледве видимі білі ризики.
Також треба перевірити форму зуба за зразком, який повинен знаходитися у заточника. Такий шматок стрічки завжди можна отримати на фірмі, у якій ви придбали стрічку.
Якщо ви вже втомилися читати, як правильно точити першим способом, а хочете просто працювати і отримувати прибуток, не думаючи постійно про всі ці проблеми, то вам підійде тільки другий спосіб заточки стрічкової пили.












