Чому рвуться стрічкові пили?
Переваги стрічкових технології.
Переваги стрічкових технології в порівнянні з традиційними пилорамами добре відомі: точність пиляння, мобільність, багатопрофільність і економічність. І все ж стрічкове пиляння при всіх своїх безумовних плюсах, пов'язане з одним технічно неминучим «мінусом», який дратує розпилювачів. Йдеться про стрічкової пилки. Точніше, про те, що, врешті-решт, скільки б вона не пиляла, їй призначено порватися або потоншати.
Виробники пил розуміють цю проблему і намагаються діяти в двох напрямках. З одного боку - зробити пилку якомога більш міцною, щоб тривалість її роботи зросла. З іншого боку - зменшити її вартість для клієнта, оскільки це все-таки витратний матеріал, і відноситься до нього треба відповідно.
Причин передчасного розриву пив не так вже й багато. Головне - знати їх, і тоді, проаналізувавши їх послідовно, можна усунути причину розриву і заощадити, таким чином, пристойні гроші.
Ми виходимо з припущення, що ви використовуєте якісні пили відомих виробників. Це дозволяє відразу виключити варіант розриву пилки через неякісне металу.
-670x670.jpg)
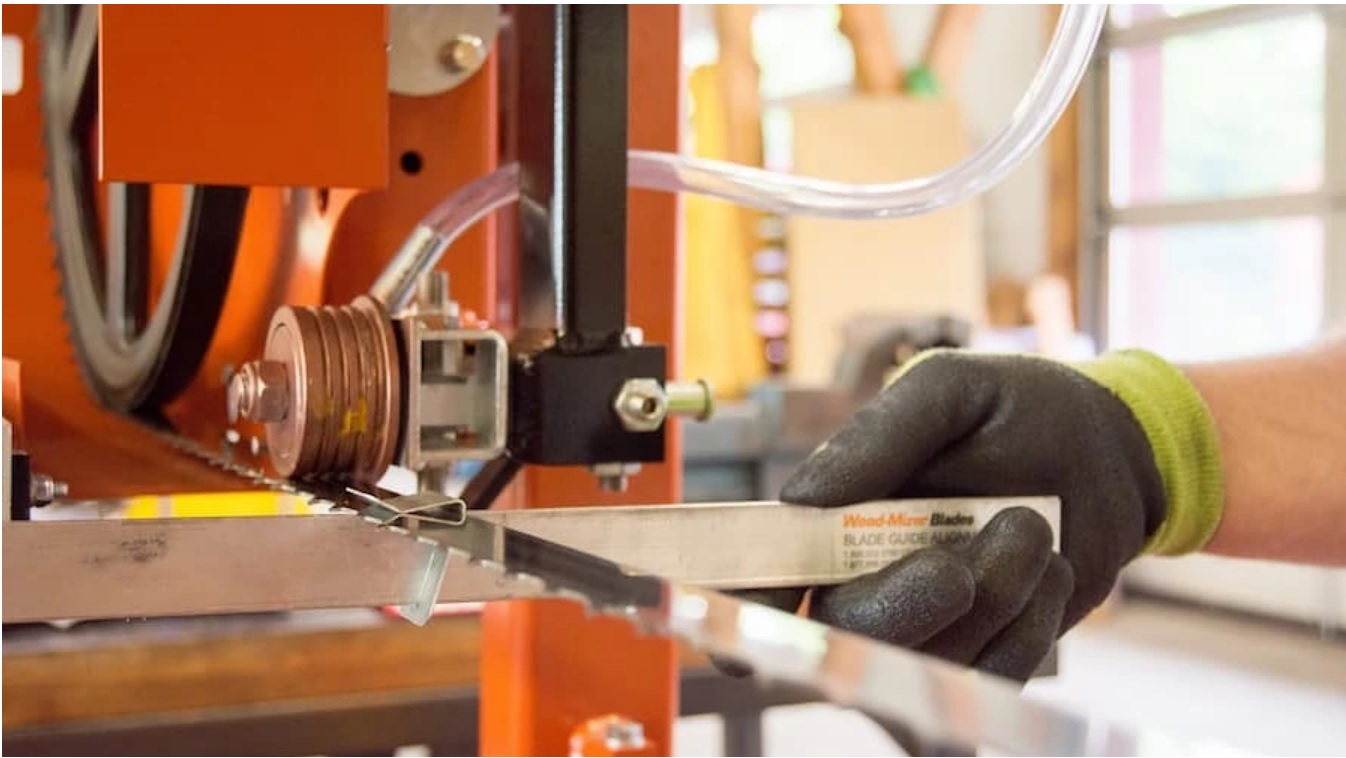
Ремені і ролики
Для початку перевірте стан роликів пили і шківних ременів. Поверхня роликів, що контактує з пилкою не повинна мати слідів вироблення, а на борту ролика не повинно бути глибоких рисок. Вироблення на поверхні роликів небезпечна тим, що при роботі верстата виникає підвищена вібрація, яка веде до періодичного зміни натягу пилки, причому ця зміна відбувається з високою частотою. На ременях неприпустимо наявність розривів, разлохмачіванію поверхні і надмірного забруднення налиплими тирсою. Якщо при натягу пилки до робочого тиску відстань між пилою і шківом менш 0,8 мм, то такий шківних ремінь необхідно замінити. Зазвичай замінюються одночасно обидва ременя. Справа тут в тому, що при зношених ременях можливий контакт полотна пилки з поверхнею шківів, і термін експлуатації пилки скорочується.
Налаштування
Потім потрібно перевірити зазор між задньою частиною пилки і бортиками роликів. Цей зазор не повинен виходити за межі, рекомендовані для вашого типу верстата (близько 3 мм), і повинен бути однаковим для обох роликів. Далі перевіряється стан пилки на шківах. Про цю регулюванню часто забувають або регулюють тільки ведений шків. Але ж, як показує практика, в регулюванні ведучого шківа потребують до 60% відсотків верстатів, що експлуатувалися більше року. Звичайно, ця функція не так проста, як регулювання веденого шківа. Якщо вона викликає у вас складнощі, ви завжди можете звернутися до виробника електронного пристрою за консультацією.
Затуплені пили
При пилянні тупими пилами натяг полотна пилки постійно падає. Деякі распиловщик «борються» з цим негативним явищем, збільшуючи натяг понад рекомендованого. Результат: швидкий знос підшипників шківів, підшипників роликів, шківних ременів. Але головне - в полотні пили утворюються мікротріщини, які згодом, розростаючись, призводять до розриву пилки. Пили затупляются при пилянні брудних колод - іноді досить пропиляти всього лише 15-20 см. Для вирішення цієї проблеми використовуйте дебаркер або очищайте колоди вручну. Не можна перевищувати рекомендований обсяг круглого лісу при пилянні одного пилкою до заточки.
Оператор і його манери
Якщо все вище перераховане на вашому верстаті в порядку, зверніть увагу на техніку пиляння ваших операторів. Можливо, намагаючись перевиконати план, він пиляє занадто швидко. Таке пиляння практично завжди призводить до перевантаження пили і зниження якості продукції. Не менш важливо і те, як відбувається вхід пилки в деревину. Тут зайва агресивність чи виправдана. Вхід пилки повинен відбуватися плавно, і лише потім можна збільшувати швидкість в залежності від типу деревини. Перевантажується пила і в тому випадку, якщо її параметри (кут заточування, розводка і т.д.) не відповідають виконуваної завданню (типу деревини).
Ще раз людський фактор
Отже, ви перевірили всі регулювання верстата. Тепер ви в ньому впевнені на 100%. Залишилося перевірити як заточується пила. Насправді, саме в неправильній заточування пили криється одна з причин її передчасного розриву.
Кілька слів про Заточника. Кандидатів на цю посаду потрібно підбирати з максимальною ретельністю. Це повинен бути терплячі і сумлінний працівник, який пройшов навчання, прискіпливо виконує всі пункти інструкції із заточування. Якщо у вас є така людина, то проблема розриву пив знайома вам тільки з чуток. Якщо ж такого працівника ви не знайшли, радимо придбати заточний верстат з борозоновим (алмазним) диском - це знизить залежність якості заточки від горезвісного людського чинника.
Правильна заточка пил
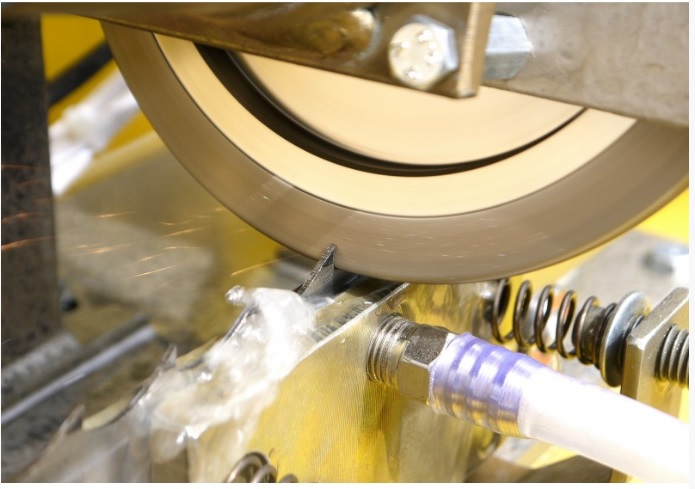
Перше, що необхідно перевірити, - це правильно встановлена загострювальної верстата (положення загострювальної диска щодо пилки). На заточном пристрої є спеціальне пристосування для цієї мети. Якщо у вас його немає, то необхідно перевірити перпендикулярність площини загострювальної диска до пилки, і що дуже важливо - співвісність диска і площини пилки. Заточка пилки потрібна не тільки для додання гостроти ріжучої кромці, а й для зняття численних мікротріщин, які утворилися в пазухах зубів. Найчастіше, найбільша їх кількість утворюється в місці, рівновіддаленому від кінців зубів. Для пив це місце відповідає самій вузькій частині пилки.
При заточуванні важливо зняти таку кількість металу з пазух зубів, щоб разом з ним були зняті і мікротріщини. Причому метал повинен зніматися рівномірно по всьому профілю зуба. Невиконання цієї умови, крім підвищення ризику розриву пив, призводить також до зміни параметрів пилки (профіль пили і висота зуба).
У тому випадку, якщо пила була в роботі довше, ніж рекомендовано заводом-виробником, кількість металу, що знімається за одну заточку, необхідно збільшити. При виконанні цієї операції потрібно стежити за тим, щоб тиск загострювальної диска на пилку ні надмірним. Інакше буде відбуватися отжиг полотна пилки, що знижує її міцності. І вже зовсім неприпустимо заточувати пилку без використання спеціальної охолоджувальної рідини в пристрої для заточування пив.
Іноді, навіть якщо знімається невелика кількість металу, отжиг все-таки відбувається. В цьому випадку необхідно за допомогою правочні каменю очистити робочу поверхню загострювальної диска від частинок металу, що покривають її в процесі заточки. Цю операцію необхідно повторювати після того, як пила пройшла один цикл заточування.
Заточивши пилу, перевірте отриманий результат (профіль, геометрію), використовуючи як еталон нову пилку. Якщо пила заточена правильно, її профіль не змінюється, висота зуба залишається незмінною, в пазухах зубів і на їх вершинах відсутні грубі ризики від абразивних частинок загострювальної каменю, відсутні сліди відпалу металу, повністю зняті задирки, ріжучакромка зуба мають правильну форму і достатню гостроту.
Іноді можна зустріти рекомендації про те, що немає необхідності ретельно знімати задирки після заточки. Це не вірно. Справа в тому, що крім спотворення результатів розводки, задирки провокують утворення мікротріщин в полотні пили.
Кілька слів про заточном диску. Економія тут недоречна. Використовуючи дешеві заточувальні диски, ви втрачаєте величезні гроші на первинних пилах. Справа в тому, що дешеві заточувальні диски дуже швидко сточуються і, як наслідок, не можуть забезпечити рівномірність зняття металу в межах одного робочого циклу. Пили, які заточувалися такими дисками можна визначити без праці - висота зубів і профіль змінюються у них при переході від зуба до зуба. До такого ж результату приводить, до речі кажучи, зміна регулювань загострювальної верстата в процесі заточки. Дотримуйтесь просте правило: виставивши необхідні регулювання, проточите одне коло стрічкової пилки і тільки потім вносите коригування.
Питання ... Які маховики ви використовуєте?

Давно помічено, що навіть провідні виробники часто використовують неправильні провідні маховики при роботі з стрічкопилкових верстатах, ніж та викликають численні проблеми з стрічковими пилками.
Неправильні маховики зривають полотно з лінії. Наприклад, 48см колесо має 1,5м в окружності. З номінальною швидкістю полотна 1,5км в хвилину маховик прокручується 1000 оборотів в хвилину. Це, грубо кажучи, 16,66 поворотів за секунду. Помножимо 16,66 RPS х 1,5м (окр) = 25 метрів полотна в секунду простягається під час пропила. Якщо ви використовуєте чотириметрове полотно, то за секунду воно робить повний оборот 6,24 раз. Кожен раз полотно проходить через два маховика. 2 × 6,24 приблизно дорівнює 12 раз в секунду полотно промотувати через колесо. Це 1,5км в хвилину!
Коли причиною поломки стрічкової пилки виявляються маховики, то найчастіше причина криється в тому, що маховики вийшли з кола на 0,38 мм або більше. Тепер помножимо два маховика х 0,38, і ми отримаємо 0,76 мм відхилення полотна (розтягування) за час повного оберту. Тобто полотно розтягується на 0,76 мм в зоні пропилу і ще на 0,76 в вільній зоні. І таке навантаження на пилку відбувається як мінімум 12 разів на секунду! Пила просто не може витримати такого!
Багато шківи відхилені на 0,38мм і оснащені клиновим ременем в V-подібною канавці. Такий клиновий ремінь служить амортизатором, і саме за рахунок такого ременя маховик може працювати навіть з відхиленням на 0,38мм.
Амортизатор необхідно міняти через певні інтервали часу. Якщо ремінь зношується зсередини (чого не можна побачити і передбачити), то він руйнується і припиняє поглинати навантаження. Тоді без жодних причин (на перший погляд) починають рватися стрічкові полотна.
Питання ... здуваються або хвилі чи пили перед поломкою?
Якщо так, то це ще одна причина, по якій можуть рватися стрічкові пилки, і наступний крок - це діагностика причини здуття або хвилі, або, по-іншому, геометрії площині полотна. Під час роботи, на пилку виявляється дуже великий тиск, крім того, вона сильно нагрівається - все це необхідно з'ясувати. Хороші пили і правильно налаштовані пилорами створюють мінімальне напруження.
Питання ... Які направляючі ви використовуєте?
Вважається, що для пропила шириною більше 20 см найкраще підходять роликові напрямні. Тоді як для пропила шириною менше 15 см найкраще підходять сендвіч-напрямні. Дуже важливо, щоб сендвіч-напрямні були хорошої якості. Інакше полотно буде постійно битися об напрямні під час кожного повороту маховика. У більшості власників стрічкових пилорам коштують залізні маховики, але тим, у кого маховики ремінні, краще підійдуть роликові напрямні через зсув маховиків.
Питання ... Який натягач ви використовуєте?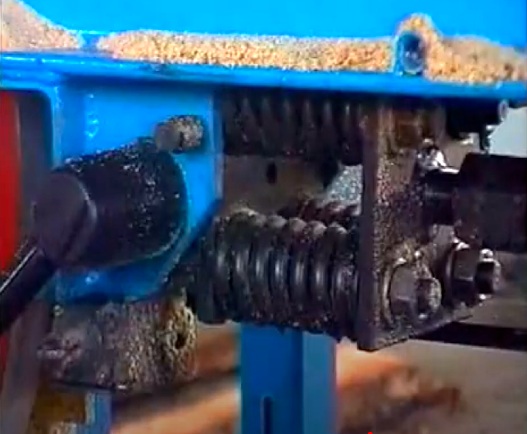 Найкраще, щоб натягач могло змінювати натяг пилки залежно від ситуації. Коли пила розтягується і нагрівається під час пропила, пружинне або повітряне натягач послабить напругу, а коли пила проходить по зоні вільної від пропила, вона остигає, і натягач знову збільшить натяг.
Найкраще, щоб натягач могло змінювати натяг пилки залежно від ситуації. Коли пила розтягується і нагрівається під час пропила, пружинне або повітряне натягач послабить напругу, а коли пила проходить по зоні вільної від пропила, вона остигає, і натягач знову збільшить натяг.
 Гідравлічне натягач дає тільки постійна напруга, не змінюючи його. Не можна сказати, що воно не працює, багато хто з вас давно і успішно використовують гідравліку, але вона може служити однією з причин поломки пилки.
Гідравлічне натягач дає тільки постійна напруга, не змінюючи його. Не можна сказати, що воно не працює, багато хто з вас давно і успішно використовують гідравліку, але вона може служити однією з причин поломки пилки.
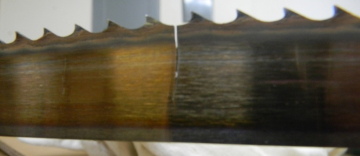
Питання ... Пили рвуться з лицьової або виворітного боку?
Це дуже важливе зауваження. Місце першої поломки найчастіше вицвіле, а у останньої видно яскраву сталь. З лицьового боку пилки рвуться через великої напруги. Це може бути через напругу під час пропила, занадто великого натягу пилки, поганих маховиків або напруги під час шліфування.
Коли пила рветься з виворітного боку - найчастіше проблема в тому, що вона отримує пошкодження від чогось з заднього боку. Це може бути підшипник, який повинен вільно обертатися, але він вдаряє по пилі, зношуючи болти і спрямовуючу. Все це призводить до нагрівання пилки, відбувається кристалізація задньої частини пили, і утворюються мікротріщини. Щоб це визначити, різко зігніть пилу і огляньте задню частину, ви побачите безліч тріщин. Всі верстати, що використовують такі задні підшипники, необхідно регулярно оглядати.
Питання ... Пили рвуться після першого пропила або після заточки?
Якщо пила рветься під час першого запуску, перевірте, чи не занадто вона затуплена. Деякі скаржаться, що після заточування пила рветься в районі пазухи зуба. Причиною цього може бути як запуск тупий пили, так і надмірна заточка пилки в пазусі. Якщо після шліфування залишається осад на задній стороні пазухи, значить, ви доклали дуже багато зусиль. Шліфувати пилу потрібно злегка, так щоб Шліфкруг зрізав, а не розпалював сталь.












